一,案例企业介绍:

石药银湖制药有限公司是石药集团旗下以生产制剂产品为主的子公司,是集团大小容量注射剂和口服制剂的主要生产、销售及研发基地。公司占地600余亩,注册资本1.5亿元,员工900余人,是山西省企业技术中心、省高新技术企业、省优秀国民经济动员中心和市重点实验室。
二,项目背景:
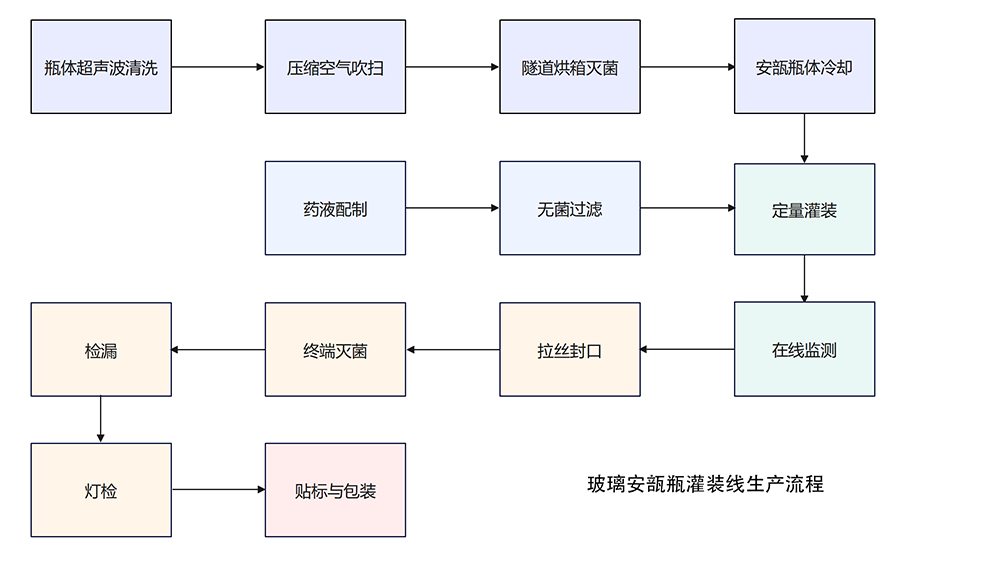
石药银湖制药有限公司在小容量注射剂生产工艺处部署在线洁净度监测系统,玻璃安瓿瓶灌装线一到五线中,关键工艺,背景区等安装了粒子和浮游菌的监测点位,共安装了23个粒子和18个浮游菌监测点位,确保生产环境符合GMP A级(百级)和B级(千级)洁净标准,满足GMP相关要求,保证产品品质。
三,核心挑战
|
生产工艺关键控制点 |
||
|
工序 |
关键控制参数 |
GMP 要求 |
|
安瓿清洗 |
注射用水质量、超声波功率 |
微粒≤25个/瓶 |
|
隧道烘箱 |
温度≥300℃、时间≥5min |
内毒素下降≥3log |
|
灌装 |
装量精度±1%、A级风速0.45±0.1m/s |
无菌保证水平(SAL≤10⁻⁶) |
|
封口 |
火焰温度、封口完整性 |
泄漏率≤0.1% |
|
灭菌 |
F₀值≥15(湿热灭菌) |
生物指示剂挑战试验 |
关键区域在线连续采样
整个生产过程中,实时连续采样,对点位安装位置和仪器的性能有一定的要求,关键生产区域(A/B级洁净区)实施24小时连续采样。
人工采样的局限性
传统手持式粒子计数器单点抽检耗时长,在生产过程中,无法覆盖整个生产过程。 同时人工采样需频繁进入洁净区,增加人员干预风险,可能影响环境稳定性。而且时效性差,检测结果滞后,无法实时反映环境变化,难以支持快速决策。
追溯困难
突发污染事件没有电子地图无法实时定位,人工处理易导致历史数据被篡改或缺失导致根因分析延迟。
四,解决方案:智能化在线监测系统
1. 系统架构
感知层:
部署激光粒子计数器(0.5μm/1.0μm/5μm /10μm)、浮游菌采样器;
传输层:
采用屏蔽双绞线严格遵循手牵手式拓扑,避免星型/分叉连接传感器,通过Modbus/RS485协议实现数据传输;
平台层:
EMS在线监测平台集成SPC统计分析、超标预警(声光报警);
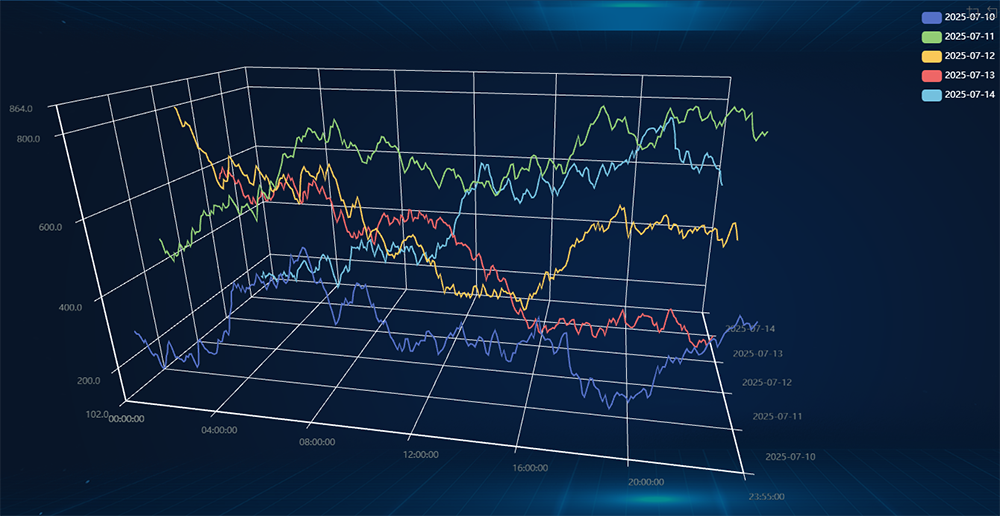
数据分析图
交互层:
现场看板展示+多级权限管理。


2. 关键技术
优异光学系统:采用自研定制的复合镜片制造了高度平均的条形光斑,使得进入光敏区域的粒子能量大小一致,计数更加准确;
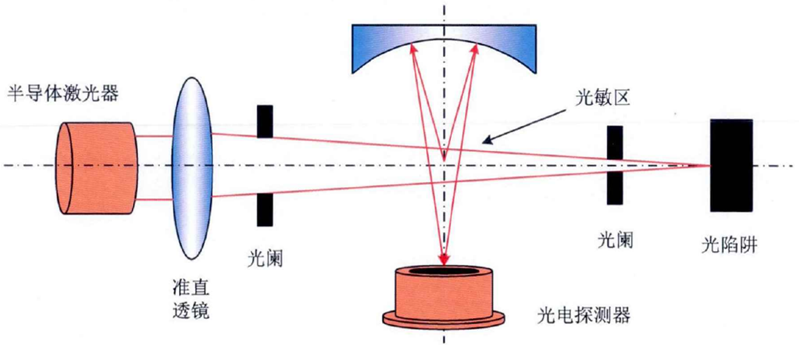
原理示意图
平均条形光斑
稳定且抗污染强的流量检测方式:利用流道的特性设计专属结构来实现流量精确计量,解决了热式流量传感器容易污染问题,工作一段时间后计量不准的问题,提升了流量计量的稳定性和一致性;
多种抗干扰技术:优化超低噪声电源系统将电源噪声控制在±5mV以内;通过设计专用屏蔽部件,实现对传感器核心部件对外部干扰屏蔽;引用电磁兼容设计规范,有效地将壳体静电、电磁兼容噪声引入大地;
增加接口滤波器有效抑制电磁干扰与噪声并优化信号传输质量;
数字孪生:联动环境数据与生产批次号,实现产品批次与污染事件的精准关联。
五,实施效果
1.大幅降低人工成本无需班组人员每天固定测量数据;
2. 实时监测并自动上传数据,无需人工手动录入数据,消除数据作假质疑;
3.结合产品不同批次提供全生命周期环境实时监测数据,提升企业公信力;
4.连续监测避免了手动采样数据滞后性的问题,便于及时处理异常;
5.根据环境监测数据,有效制定环境改善措施;
六,行业创新点
多参数融合监测
将粒子浓度、温湿度、风速纳入同一评价模型,构建制药专属洁净度指数(LCI)。
多参数分析模型
将粒子浓度、温湿度、风速等参数同时进行分析,提供有效的数据支持,对洁净室管理和环境改善有显著的效果。
合规性管理
自动生成符合FDA 21 CFR Part 11标准的审计追踪报告,满足海外客户验厂要求。
数据完整性
支持断点续传,通讯恢复后,数据有序上传至平台,保证了数据完整性。
七,结论
该案例验证了在线洁净度监测系统在小容量注射剂生产工艺中的核心价值:通过实时数据和连续监测的功能,对整个生产过程的环境状态提供有效有力的数据支持,提升了企业公信力。对制定环境管理等措施提供了有效帮助,有助于提升产品的合格率和品质。

中控室

灌装车间交互屏

灌装车间-关键区域1

灌装车间-关键区域2

灌装车间

B级背景区

B级背景区

灌装线

HMI

浮游菌

出瓶
出瓶
灌装